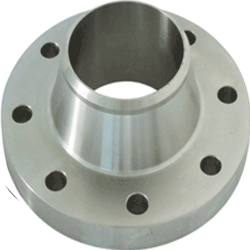
Weld Neck Flanges
WELDING NECK FLANGES are distinguished from other types by their long tapered hub and gentle transition of thickness in the region of the butt weld joining them to the pipe. Thus this type of flange is preferred for every severe service condition, whether this results from high pressure or from sub-zero or elevated temperature, and whether loading conditions are substantially constant or fluctuate between wide limits.
Slip On flange
SLIP-ON FLANGES continue to be preferred to welding neck flanges by many users on account of their initially lower cost, the reduced accuracy required in cutting the pipe to length, and the somewhat greater ease of alignment of the assembly; however their final installed cost is probably not much, if any, less than that of welding neck flanges.
Their calculated strength under internal pressure is approximately two-thirds that of welding neck flanges, and their life under fatigue is about one-third that of the latter. For these reasons, slip-on flanges are limited to sizes ½” to 2 ½” in the 1500 lb standard and are not shown in the 2500lb standard.

Blind Flange
BLIND FLANGES are used to blank off the ends of piping, valves and pressure vessel opening. From the standpoint of internal pressure and bolt loading, blind flanges, particularly in the larger sizes, are the most highly stressed of all flange types; however, since the maximum stresses in a blind flange are bending stresses at the center, they can safely be permitted to be higher than in other types of flanges.

Lap – Joint Flange
LAP JOINT FLANGES are primarily employed with lap joint stubs, the combined initial cost of the two items being approximately one-third higher than that of comparable welding neck flanges. Their pressure-holding ability is little, if any, better than that of slip-on flanges and the fatigue life of the assembly is only one-tenth that of welding neck flanges.
The chief use of lap joint flanges in carbon or low alloy steel piping systems is in service necessitating frequent dismantling for inspection and cleaning and where the ability to swivel flanges and to align bolt holes materially simplifies the erection of large diameter or unusually stiff piping. Their use at points where severe bending stress occurs should be avoided.

Threaded Flanges
THREADED FLANGES are confined to special applications. Their chief merit lies in the fact that they can be assembled without welding this explains their use in extremely high pressure services, particularly at or near atmospheric temperature, where alloy steel is essential for strength and where the necessary post weld heat treatment is impractical.
Threaded flanges are unsuited for conditions involving temperature or bending stresses of any magnitude, particularly under cyclic conditions, where leakage through the threads may occur in relatively few cycles of heating or stress; sea welding is sometimes employed to overcome this, but cannot be considered as entirely satisfactory.

Socket Weld Flange
SOCKET WELDING FLANGES were initially developed for use on small size high pressure piping. When provided with an internal weld, their static strength is equal to, but their fatigue strength 50% greater than double welding slip-on flanges.
Smooth bore conditions can readily be attained (by grinding the internal weld) without having to bevel the flange face and, after welding, to reface the flange as would be required with slip-on flanges. The internally welded socket type flange is popular in chemical process piping for this reason.
